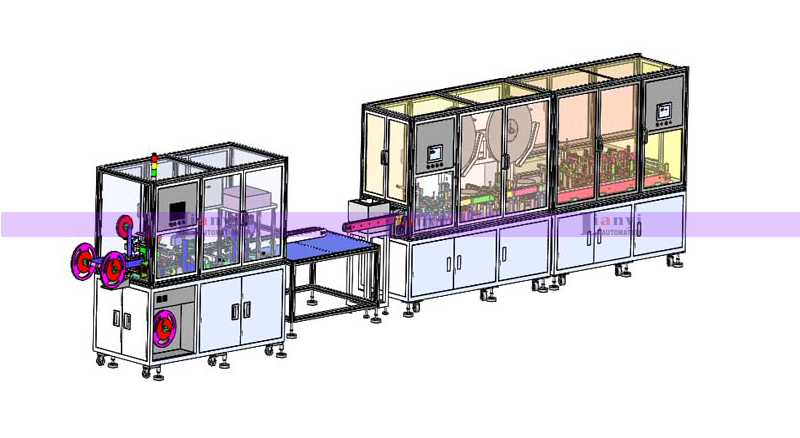
自動化組裝是通過機械、電(diàn)氣、軟件及傳感技術的(de)集成,實現產品組裝的無人化或半無(wú)人化操作。其核心目標是提升效(xiào)率、降低人工成本(běn)、提高產品一致性,廣泛應用於汽車、電(diàn)子、醫療設備、家電等行業。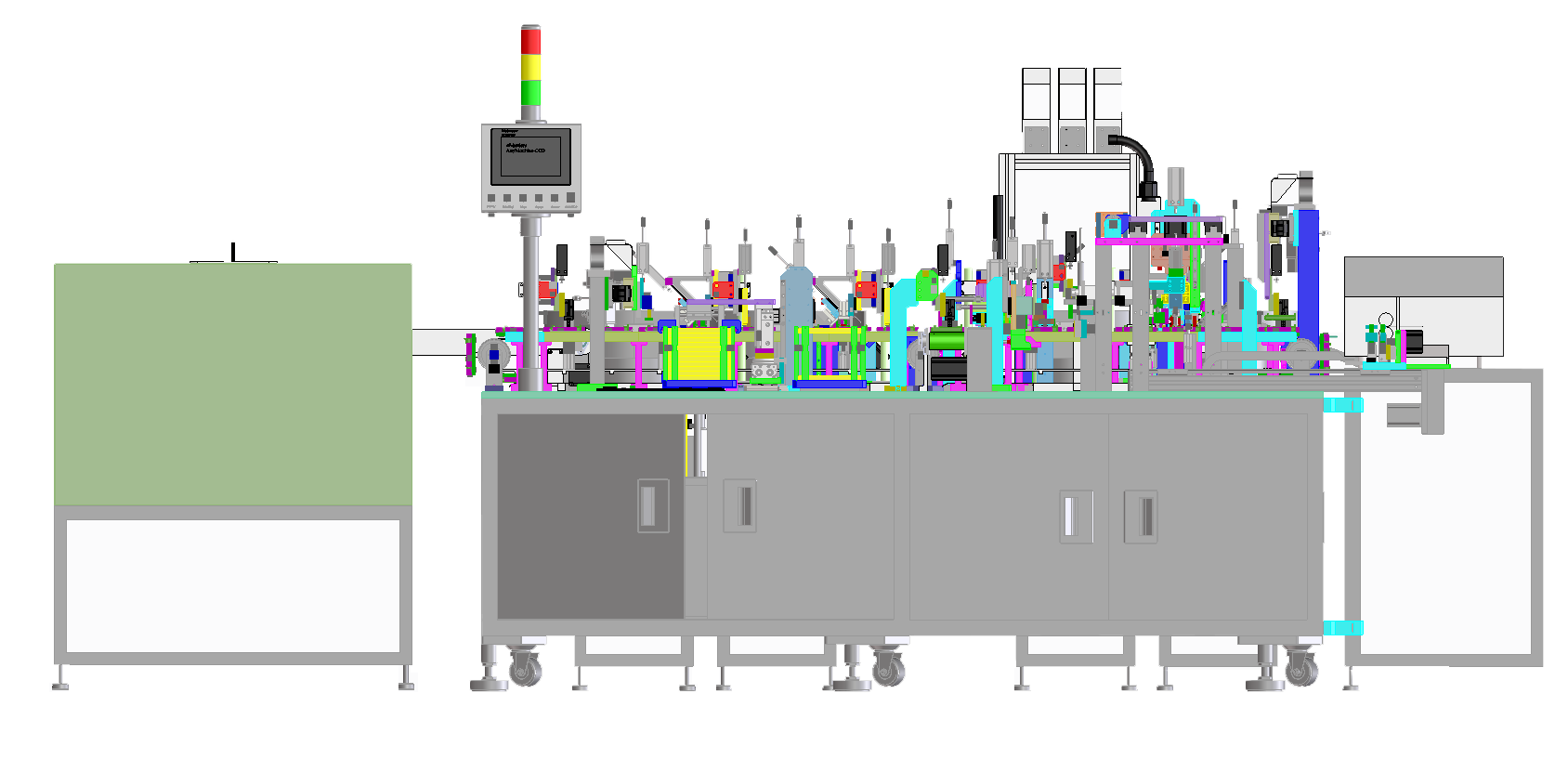
一、主要結構組成
1.1、機械結構
1.1.1、傳送帶/流水線:物料輸送與工位銜接。
1.1.2、機械臂(如SCARA、六軸機(jī)器人):執(zhí)行(háng)抓取、定位、裝配等動作。
1.1.3、夾(jiá)具與定位裝置:確保零件精準對(duì)位。
1.2、控(kòng)製(zhì)係統
1.2.1、PLC(可編程邏輯控製器)或工(gōng)控機:協調(diào)設備(bèi)動作時序(xù)。
1.2.2、伺服驅動(dòng)係統:控製機(jī)械臂、電機的運(yùn)動精度。
1.3、傳感與檢測係統
1.3.1、光電傳感器、視(shì)覺相機:檢測物料位置、質量。
1.3.2、力傳(chuán)感器(qì):監控裝(zhuāng)配壓力,避(bì)免過載。
1.4、執行機構:焊接機、螺絲刀、點膠機等:完成具體裝配操作。
1.5、軟件係統(tǒng)
1.5.1、編程邏輯(如PLC代碼、機器人路徑規劃)。
1.5.2、數據管理(MES係統):記錄生產數據,優化流程。
1.6、人機界麵(HMI):操作麵板或觸摸屏:提供參數設置與狀態監控。
二、詳細工作流程(chéng)
2.1、物料準備與上料:原(yuán)料通過振動盤、料倉或AGV自動送入傳送(sòng)帶,傳感器驗(yàn)證物料到位。
2.2、定位與夾緊:夾具固定零件,視覺係統或機械(xiè)定位銷確保精準對位。
2.3、組裝執行
2.3.1、機械臂抓取零(líng)件,按預設程序執行焊接、擰(nǐng)螺絲、貼合等動作。
2.3.2、力反饋係統實時調整力度(如擰螺絲扭(niǔ)矩)。
2.4、質量檢測
2.4.1視覺檢測:檢查裝配完整性(如缺件、偏移)。
2.4.2功能測試:通電或氣動測試驗證產品性能(néng)。
2.5、分揀與下料:合格品由機械臂移入包裝區,不合格品分流至返修工位。
2.6、數據反饋與優化:MES係統(tǒng)記錄生產數據(如良率(lǜ)、節拍),用於分析瓶頸並優化參數。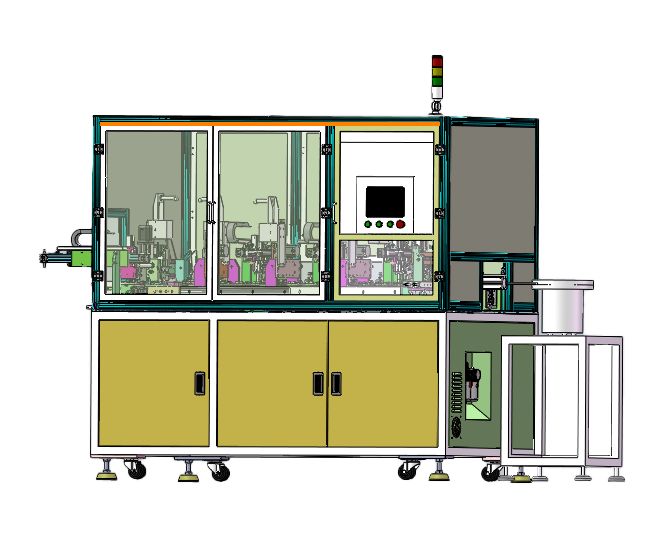
三、使用注意事項(xiàng)
3.1、安全防護
3.1.1、安裝(zhuāng)光柵、急(jí)停(tíng)按鈕,避免人員進入機械運動區域。
3.1.2、定期(qī)檢查設備接地與絕緣,防止電(diàn)擊風險。
3.2、設備維護(hù)
3.2.1、每日清潔傳(chuán)感器、潤滑機械部件,防止灰塵幹擾或(huò)磨損。
3.2.3、校準視覺(jiào)係統(tǒng)與力(lì)傳感器(建議每周一次)。
3.3、參數設置
3.3.1、根據零件特性調整夾(jiá)持力(lì)、擰緊扭(niǔ)矩等,避免損壞精密部件。
3.3.2、驗證程序邏輯(如防碰撞路徑),防止誤動作。
3.4、環境要求
3.4.1、控製溫(wēn)濕度(dù)(如電子元件組裝需25°C±2.濕度<60%)。
3.4.2、防靜電措施(如鋪設導電(diàn)地板、操作員佩戴(dài)腕帶)。
3.5、人員培訓
3.5.1、操作員需熟悉HMI操作與故障(zhàng)應急流程。
3.5.2、工程(chéng)師應掌握基礎PLC編程(chéng)與機(jī)器人調試技能。
3.6、應(yīng)急處理
3.6.1、預設常(cháng)見故(gù)障處理方(fāng)案(如卡料複位流程)。
3.6.2、保留手動操作模式,應對突發停機。
自動化組裝通過標準化流程顯著提升生產效率,但其穩定性依賴(lài)硬件可靠性、程序邏輯嚴謹(jǐn)性及日常維護。合理規劃(huá)工位節拍、強(qiáng)化數據監控,並定期迭代(dài)升級(jí)係統,是最大(dà)化自動化效益的關鍵。